“转自:“
未焊透是指母材金属之间没有熔化,焊缝金属没有进入接头的部位根部造成的缺陷。根据焊接件的焊接方式可以分为根部未焊透和中间未焊透。
根部未焊透是由于液态焊缝金属未进入根部钝边,多半存在于开V型或U型坡口的单面焊,中间未焊透是由于液态金属未进入中间钝边,多半存在于双V型或双U型坡口双面焊。

(焊缝未焊透缺陷部位)
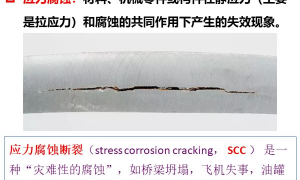
焊缝中存在未焊透将减少其有效面积,严重造成焊接件强度等力学性能下降。未焊透还会造成应力集中,严重降低焊缝的疲劳强度。另外,当焊接件处于承载应力状态下,未焊透还有可能发展为裂纹,最终可能导致焊缝开裂。未焊透危害性大于气孔、夹渣和夹钨等缺陷,属于危害性较大的缺陷。以下两幅图为母材厚度8-15mm埋弧焊焊缝,气刨焊缝整体未焊透图。

(焊缝中未焊透缺陷)

(焊缝中未焊透缺陷)
产生未焊透的原因
1)焊接电流小,熔深浅;
2)坡口和间隙尺寸不合理,钝边太大;
3)磁偏吹影响;
4)焊条偏芯度太大;
5)层间及焊根清理不良。
使用较大电流来焊接是防止未焊透的基本方法。另外,焊角焊缝时,用交流代替直流以防止磁偏吹,合理设计坡口并加强清理,用短弧焊等措施也可有效防止未焊透的产生。
未焊透底片影像特点
(1)未焊透的典型影像是细直黑线,缺陷两侧轮廓都很整齐,为坡口钝边机械加工痕迹,未焊透影像宽度恰好是钝边的间隙的宽度。

(根部未焊透)
(2)有时坡口钝边有部分融化,影像轮廓就变得不太整齐,缺陷影像宽度和黑度局部发生变化,但只要能判断是出于焊缝根部的线性缺陷,仍判定为未焊透。

(未焊透)
(3)未焊透有底片上处于焊缝根部的投影位置,一般在焊缝中部,因透照偏、焊偏等原因也可能偏像一侧。
(4)未焊透呈断续或连续分布,有时能贯穿整张底片。
以下为实际工作中射线检测底片图像

(未焊透和圆形缺陷)
上图所示,未焊透缺陷在底片中呈一条很直的黑线,并且处于焊缝中心,可以肯定的判定为未焊透性质的缺陷。

(未焊透和圆形缺陷)
上图所示,从图中可以很清楚的看到焊缝中心有许多圆形缺陷(圆形气孔),再仔细的可以看到有一条位于焊缝中心的黑直线将圆形缺陷串联起来,黑直线即为未焊透影像。

(未焊透影像)

(未焊透影像)
以上两幅图的缺陷位于焊缝中心,贯穿整条焊缝,轮廓清晰可辨,黑度均匀,是典型的未焊透缺陷。

(未焊透和未熔合影像)
上图所示未焊透缺陷位于焊缝中心,具体明显未焊透影像的特征。仔细观察未熔合缺陷,在靠近焊缝中心侧影像很直,而靠近母材侧缺陷轮廓不规则,是典型的未熔合缺陷。

(管子未焊透影像)
上图所示为管子采用双壁单影透照方式,未焊透缺陷呈直线状,黑度分布均匀。

(未焊透影像)
上图所示,未焊透位于焊缝中心,呈一条黑直线,典型未焊透的特征。

来源:网络,由焊接技术整理发布,如有侵权请联系我们。

咨询和建议,请加下方小编个人微信
赞