“转自:“
“转自:“
第三章 钢结构的连接
3.2 钢结构焊接种类和焊缝形式
3.2.1 钢结构焊接(welding of steel structure)
是指将各种不同形状和厚度的钢结构零件通过局部加热,达到原子结合的一种连接方法。钢结构焊接技术是在19世纪末20世纪初发展起来的。20世纪30年代出现了厚涂料的优质电焊条,显示了焊接方法的优越性,同时又发明了使用焊丝和焊剂的埋弧焊。中国的手工电弧焊始于20世纪40年代,并于50年代推广应用埋弧自动焊技术,60年代开始试验CO2气体保护焊、电渣焊技术,并逐步推广应用于钢结构制造中。

上图为工地管桁架手工电弧焊焊接场景
3.2.2 焊接种类
钢结构制造中常用的焊接种类有手工电弧焊、埋弧自动焊、气体保护焊和电渣焊等。
(1) 手工电弧焊

上图为手工焊操作场景
手工电弧焊以焊条与焊件各为一个电极,电弧引燃于其间,焊芯与工件的熔化金属形成焊缝金属,以此完成工件的焊接。

上图为手工焊工作原理
手工电弧焊设备简单,施工方便,能进行平焊、立焊、横焊、仰焊等全位置的焊接,在钢结构焊接中目前仍是主要的焊接方法。

上图是对接连接的焊缝位置简图
手工电弧焊的主要设备有弧焊变压器、直流弧焊电机和弧焊整流器等,其基本要求是使电弧稳定燃烧,具有陡降的外特性电源、适当的空载电压、灵活调节的焊接规范和良好的动特性。焊条由焊芯和药皮组成,焊芯的主要作用是在焊条端部与板件间形成电弧,焊条熔化后的金属与熔化后的母材结合形成熔敷金属。


上图是手工焊焊接设备
焊芯用钢的化学成分与普通钢材有所区别,主要是含碳量少、含硫、磷量低。药皮由矿物质、铁合金及化工原料、有机物粉剂和粘结剂等混合而成,按其作用可分为稳弧剂、造渣剂、造气剂、脱氧剂、合金剂、增塑润滑剂和粘结剂等。电焊条的种类很多,要结合焊接结构的特点、施焊条件、设备状况和焊接工艺要求等综合考虑,正确选用焊条。

上图是手工焊焊条
常用的Q235钢手工焊选用E43系列焊条,Q345钢手工焊选用E50系列焊条,对于Q235+Q345手工焊采用E43型焊条。焊条说明如下:

手工电弧焊技术包括焊接工艺参数的选定,焊接操作技术、焊接质量控制等方面。焊接工艺参数包括焊条选择、焊接电流、焊接速度、焊接层数等参数,它是直接影响焊缝的形状、尺寸和焊接质量的重要因素。焊接操作技术包括引弧、运条和收弧等。
(2)埋弧自动焊
通过裸金属焊丝和工件之间形成的电弧在覆盖焊接区的颗粒状材料即焊剂的保护下进行焊接的过程。焊接方法分为半自动焊和自动焊两种。

上图是埋弧焊的工作原理
埋弧自动焊比手工电弧焊生产效率高5~10倍,且热效率高、电流密度大、电弧吹力强、熔深大、焊接速度快、焊缝质量好且稳定,在钢结构焊接中得到了广泛的应用。但因埋弧自动焊仅能在平焊位置和坡度不大的条件下焊接,且不适合薄板的焊接,它的使用范围受到一定的限制。常用于工厂制作厚板焊接。


上图分别是手动埋弧焊和自动埋弧焊工作场景
埋弧焊的设备主要由电源、控制盘、焊丝送进机构、焊机行走机构和焊剂供给机构组成。

上图是埋弧焊的焊接设备
焊接电源分为直流电源和交流电源两种。直流电源一般采用弧焊整流器;交流电源采用弧焊变压器。弧焊电源一般应具有陡降的外特性。埋弧焊焊剂在焊接时能熔化形成熔渣和气体,对熔化金属起保护和冶金作用,可按制造方法、用途、化学成分、冶金性能等分类。常用的是按制造方法分为熔炼型和烧结型。

上图是大型管道的的埋弧焊场景
埋弧焊技术包括:(a)焊前准备。检查装配质量、装配间隙、坡口角度、钝边和错口量等有关尺寸。(b)焊接材料选择。焊接材料对焊缝的化学成分和力学性能起着重要的作用,碳素结构钢和低合金钢的焊接应选用与钢材强度相匹配的焊丝和焊剂。

上图是埋弧焊焊丝
(c)焊接工艺参数的选择。焊接工艺参数包括焊接电流、电弧电压和焊接速度等。施焊时,要针对结构焊缝形状尺寸和熔透深度的要求调整工艺参数。通常焊接电流增大时熔深和加强高有明显的增加;在焊接电流和电弧电压不变的情况下,焊接速度的增加可使熔宽显著变小。
由于埋弧自动焊操作简单,只要掌握好工艺参数,在焊接过程中根据装配质量、坡口型式做小的调整即可焊出满意的焊缝。对全焊透焊缝,既要保证焊透又不出现焊接缺陷,需要在实践中逐渐掌握。
(3)气体保护焊
以惰性气体(如纯Ar)、富Ar和氧化性气体(如CO2)作为保护介质,把熔池和电弧区与周围空气隔离,防止空气中有害气体侵入,同时在机械的作用下焊丝连续送入熔池进行焊接。
气体保护焊分为自动焊和半自动焊两种。

上图是半自动气体保护焊场景
其中CO2气体保护焊因焊接电流密度大,电弧热量集中,其焊接速度快,变形小,生产效率高,焊接成本低,抗锈、抗裂能力强,焊接裂纹倾向小。又由于是明弧焊接,操作比较简单,可以焊接薄板。其缺点是保护气体容易被破坏,且要求一定的纯度,焊接时飞溅较大。


上图是气体保护焊工作场景
CO2气体保护焊的半自动焊设备通常由焊接电源、控制装置、送丝机构、焊柱和附属装置组成。

上图是气体保护焊的工作原理
焊接电源采用可控硅整流电源。当焊丝直径在1.6mm以下时,其电源外特性曲线为平特性,并采用等速送丝机构;当焊丝直径不小于2mm时,宜选用下降的外特性电源和电弧电压反馈控制送丝速度的送丝机构。

上图是气保焊的焊机和送丝机
控制系统通过焊枪的开关控制供电、送丝和供气。送丝机构有推式、推拉式和盘放式三种,现场常用推式送丝机构。焊枪的作用除导电外,还要把送丝机构送出的焊丝导向熔池,并将保护气体通过焊枪喷嘴集中喷出以保护熔池。

上图是气保焊焊枪
附属装置包括供气系统等。CO2气体通常压缩成液态贮存在钢瓶内并写有“CO2”字样。

上图是气保焊气瓶
CO2气体保护焊的焊丝必须含有足够数量的脱氧元素,焊丝的含碳量要低,应能保证焊缝金属具有规定的力学性能和抗裂性能。焊丝的选择应根据母材及接头设计强度确定。CO2气体保护焊技术包括焊前准备、焊接材料的选择(主要是焊丝)、焊接操作技术和工艺规范参数控制等。焊接操作技术主要包括:焊枪角度、焊枪高度、引弧方法和收弧方法等。
(4)电渣焊
利用电流通过液体熔渣所产生的电阻热进行焊接的方法。
电渣焊一般在垂直位置或接近垂直位置进行。为了保持熔池形状,强制焊缝成形,在接头两侧使用铜滑块做成成形器,铜滑块内部通有冷却水。

上图是电渣焊过程如示意图
电渣焊与一般电弧焊相比,能够一次焊接很厚的工件,工件不需要开坡口,不易产生气孔和夹渣等缺陷,易于调整焊缝金属的化学成分及降低焊缝金属中的有害杂质,因此是一种优质、高效、低成本的焊接方法。但由于电渣焊热源的特点和焊接速度缓慢,焊缝金属和近缝区在高温(1000℃以上)停留时间长,容易引起晶粒粗大,造成焊接接头冲击韧性大大降低,所以往往要求工件焊后进行正火处理,以细化晶粒,提高冲击韧性。电渣焊常用于箱型截面内隔板焊接。

上图是全自动电渣焊场景
电渣焊有丝极电渣焊、板极电渣焊和喷嘴电渣焊三种。
(a)丝极电渣焊。它是用焊丝作为电极的。可按工件厚度不同采用1~3根或更多的焊丝进行焊接。电源可采用直流电源和交流电源,一般多采用交流电源。施焊时不应出现电弧放电过程或电渣一电弧的混合过程,否则将破坏正常焊接规范,为此要求采用空载电压低和感抗小的平特性电源。

上图是箱型截面的隔板电渣焊场景
(b)板极电渣焊。它是用金属板条作为熔化电极,可以根据被焊工件厚度的不同采用一块或数块金属板条。焊接时板极不作横向摆动,只须向下送进,因而设备简单(图5)。板极电渣焊对焊接电源的要求与丝极电渣焊相同。

(c)熔嘴电渣焊。在板极电渣焊的基础上发展起来的一种电渣焊方法。它是用焊丝和固定在工件间隙中并与工件绝缘的熔嘴共同作为熔化电极的。根据工件厚度不同可以采用一只、两只或多只熔嘴。熔嘴多采用管焊条,故亦称管焊条熔嘴电渣焊。该方法可比板极电渣焊焊接更大断面的工件,并且适于焊接不规则断面的工件。熔嘴电渣焊设备简单,不需要机头爬行、成形板提升、横向摆动等机构,只有焊接电源和送丝机构(图6)。

电渣焊技术包括焊接材料的选用、焊前准备、焊接过程和焊接检验。焊材(焊丝、板极、熔嘴和焊剂)应根据母材材质和设计的要求正确选用。

上图是熔嘴电渣焊与丝极电渣焊的比较
低合金钢的电渣焊焊缝含碳量应较低,以提高焊缝的抗裂性,由此引起焊缝强度的降低应由提高焊缝合金元素的含量来补偿。合金元素的含量来源于焊丝合金的成分和焊剂的成分,在选材中应予充分考虑。
焊前准备主要包括焊接区母材表面的处理、工件装配间隙的确定、组装精度、引入板和引出板的组装、强迫成形水冷滑块水路检验、焊丝质量的检查和焊剂烘干等。
焊接过程包括引弧造渣、正常焊接和焊缝收尾等,主要是控制焊接规范参数,正确调节送丝速度、焊接电流、电压、渣池深度,以保证焊接过程的稳定性。
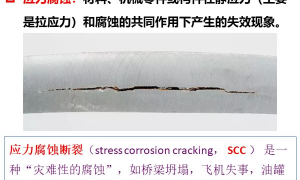
3.2.3 焊接缺陷及质量控制
优良的焊接接头质量取决于结构设计的合理、正确地选择材料(包括钢材和焊材)、正确的焊接工艺和完备的焊接质量检查系统。焊接缺陷是危及结构安全使用的重要因素,特别是焊接裂缝危害更大,将导致灾难性事故的发生。

上图是常见的焊接缺陷
为了保证焊接质量,要对焊接接头的质量进行检验。检验方法分为非破坏性检验和破坏性检验两大类。

上图是钢结构常用的焊缝检测方法
3.2.4 焊缝的分类和表示方法
(1)焊缝分类
(a)焊缝按板件连接形式可分为对接焊缝和角焊缝。

其中对接焊缝又分为正对接、斜对接、T型对接焊缝。

其中角接焊缝又分为搭接、角接、T形角接焊缝。
(b)焊缝按焊接位置可分为平焊、立焊、横焊、仰焊。


(2)焊缝表示方法
常见的焊缝表示如下图:


常见焊缝标识说明如下:

(3)钢结构的焊缝质量等级
《钢结构工程施工及验收规范》规定:
焊缝按其检验方法和质量要求分为一级、二级和三级。
三级焊缝只要求对全部焊缝作外观检查且符合三级质量标准;
一、二级焊缝除外观检查外,尚要求一级焊缝应进行100%的检验,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B 级检验的Ⅱ级及Ⅱ级以上;二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B级检验的Ⅲ级及Ⅲ级以上;
(4)焊缝质量等级的选用
《转自:规范》(GB50017–2003)中,对焊缝质量等级的选用有如下规定:焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级:
(a)在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为:
1)作用力垂直于焊缝长度方向的横向对接焊缝或T型对接与角接组合焊缝,受拉时为一级,受压时应为二级;
2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
(b)不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量接等级当受拉时应不低于二级,受压时宜为二级。
(c)重级工作制和起重量Q≥50t的中级工作制吊车梁的腹板与上翼缘之间以及吊车桁架上弦杆与节点之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接组合焊缝,其质量等级不应低于二级。
(d)不要求焊透的T形接头采用的角焊缝或部分焊透的对接焊缝,以及搭接连接采用的角焊缝,其质量等级为:
1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;
2)对其它结构,焊缝的外观质量标准可为三级。
查看往期课程,可点击本公众号菜单“结构知识‘–”钢结构课程“

来源“转自:”微信公众号